 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى-


Model:
-

Model:
-

Model:
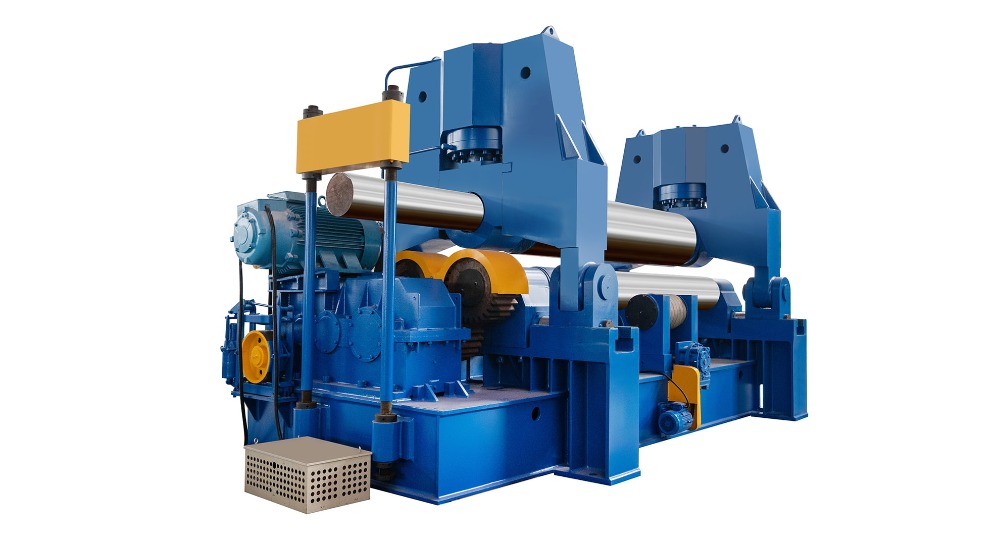
How do you align and level a plate rolling machine before operation?
2025-10-24
Content
- 1 Understanding the Importance of Alignment and Leveling
- 2 Preparatory Checks Before Leveling
- 3 Leveling the Machine Base
- 4 Aligning the Rolls
- 5 Checking Electrical and Hydraulic Systems
- 6 Final Verification and Trial Rolling
- 7 Common Alignment Mistakes to Avoid
- 8 Maintenance Practices to Preserve Alignment
- 9 The Role of Modern Technology in Alignment
- 10 Conclusion
Proper alignment and leveling are essential steps before operating a plate rolling machine. These steps directly influence the accuracy of the rolled parts, the lifespan of the machine, and the overall safety of the rolling process. A misaligned or unevenly leveled plate rolling machine can produce out-of-round cylinders, create unnecessary stress on the frame and rolls, and cause premature wear of mechanical components.
Understanding the Importance of Alignment and Leveling
The precision of a plate rolling machine depends heavily on how well it is set up. Alignment ensures that the rollers are parallel and properly centered, allowing for uniform pressure across the plate. Leveling, on the other hand, ensures that the machine base sits evenly on the foundation, minimizing vibration and structural strain.
When the machine is not correctly aligned or leveled, the following problems may occur:
- Uneven rolling pressure: Causes one side of the plate to be thicker or more tightly rolled than the other.
- Out-of-round cylinders: Results in cones or ovals instead of perfect circular sections.
- Excessive wear on bearings and rolls: Due to uneven load distribution.
- Increased power consumption and noise: Because the rolls are under strain.
- Reduced precision and repeatability: Leading to higher scrap rates.
By ensuring the plate rolling machine is level and aligned before each major operation or after relocation, operators can maintain consistent rolling accuracy and prolong machine service life.
Preparatory Checks Before Leveling
Before beginning the alignment and leveling process, several preparatory steps should be completed to create a stable foundation and ensure measurement accuracy.
a. Inspect the foundation
- The concrete foundation must be solid, free of cracks, and thick enough to bear the machine’s weight and vibration.
- If anchor bolts are used, verify they are secure and positioned correctly according to the installation plan.
- Clean away dust, oil, and debris from the surface before placement.
b. Check machine placement
- Position the plate rolling machine roughly in place using lifting equipment or a forklift.
- Ensure adequate space around the machine for maintenance, feeding, and material handling.
- Verify that the base of the machine sits uniformly on its support pads.
c. Review manufacturer’s specifications
- Consult the installation manual for recommended tolerance limits, reference points, and leveling procedures.
- Each model may have specific alignment requirements, especially between the top and bottom rolls.
d. Gather the right tools
- Precision spirit levels (0.02–0.05 mm/m accuracy)
- Dial indicators and magnetic bases
- Feeler gauges
- Straight edges and steel rulers
- Shim plates or leveling wedges
- Torque wrenches
- Laser alignment tools (optional, for advanced setups)
Having accurate tools and a clean work environment ensures that readings are reliable and adjustments can be made confidently.
Leveling the Machine Base
Leveling the machine base is the first major step and serves as the foundation for proper roller alignment.
Step 1: Rough leveling
- Lower the plate rolling machine onto its mounting pads or base frame.
- Adjust each corner using shims or leveling screws until the machine sits approximately level.
- Use a long spirit level placed along the bed and across the frame to confirm initial flatness.
Step 2: Fine leveling
- Place the precision level on the bed in both the longitudinal and transverse directions.
- Adjust the leveling bolts gradually, starting from the center and working outward to the corners.
- The goal is to achieve a levelness within ±0.02 mm per meter or as recommended by the manufacturer.
- Recheck the readings after every adjustment, allowing time for the machine to settle after each change.
Step 3: Secure and verify
- Once level, tighten the anchor bolts or nuts progressively, alternating between opposite sides to avoid distortion.
- Re-measure the level after tightening, as bolt tension can cause slight shifts.
- If the readings deviate beyond tolerance, repeat the fine adjustment process.
Aligning the Rolls
With the machine base properly leveled, the next crucial step is to align the rolls to ensure parallelism and correct spacing.
a. Check the top and bottom roll alignment
- Rotate the rolls manually until they are in contact.
- Use a feeler gauge to measure the gap between the rolls at several points across the width.
- Any variation indicates misalignment.
- Adjust the side bearing housings or roll supports accordingly to equalize the gaps.
b. Verify side roll alignment (for 4-roll machines)
- The side rolls should move symmetrically and be parallel to the top roll axis.
- Use a dial indicator mounted on the top roll to measure runout or deviation as each side roll is raised.
- Adjust the hydraulic or mechanical positioning system until the deviation falls within tolerance.
c. Check the roll centerlines
- The roll centerlines should form a straight, parallel line with the machine base.
- Laser alignment tools or tensioned wires can be used to verify this alignment over the full length of the rolls.
- Any angular misalignment can cause tapered rolling results or uneven bending.
d. Test the roll contact pressure
- Insert a test plate of known thickness and slowly apply pressure.
- Check that both sides of the plate receive equal force by observing the bending behavior.
- If one side bends more, realign the roll housings or hydraulic cylinders.
Checking Electrical and Hydraulic Systems
Mechanical alignment is only part of the process; electrical and hydraulic components also affect machine positioning and stability.
- Hydraulic cylinder synchronization: On hydraulic plate rolling machines, both lifting cylinders must operate in perfect synchronization. Uneven pressure can tilt the rolls during operation.
- Limit switches and sensors: Verify that limit sensors and end-stop devices are properly calibrated.
- Lubrication system: Ensure the bearings and guides receive uniform lubrication to maintain smooth motion during alignment tests.
- Hydraulic leaks: Any leaks or air in the system can cause unbalanced lifting and rolling pressures.
Testing these systems after mechanical alignment ensures that the machine maintains consistent geometry under load.
Final Verification and Trial Rolling
After alignment and leveling, perform a trial rolling test to confirm that the setup produces uniform results.
a. Rolling a test plate
- Select a plate of moderate thickness (not at the machine’s maximum capacity).
- Feed it into the rolls and perform a partial pre-bend and rolling cycle.
- Measure the resulting cylinder for roundness, diameter consistency, and straight seam.
b. Measuring accuracy
- Use a tape or caliper to measure both ends and several points along the cylinder’s circumference.
- If there is more than a 1–2 mm deviation between the ends, recheck the roll alignment.
- Also ensure the seam is straight and not spiraling—an indication of angular misalignment.
c. Document the results
- Record the level readings, roll alignment data, and trial test measurements.
- Keeping this documentation helps in future maintenance, relocation, or troubleshooting.
Common Alignment Mistakes to Avoid
- Skipping foundation checks: Even a small unevenness in the floor can distort the frame.
- Tightening anchor bolts too early: Always fine-level before locking the machine down.
- Ignoring roll wear: Worn rolls can give false alignment readings. Inspect before adjusting.
- Unequal hydraulic pressure: Causes one side to lift or press harder than the other.
- Using inaccurate leveling tools: A standard carpenter’s level is not sufficient; precision levels are required.
- Neglecting thermal effects: Temperature changes can slightly alter alignment; allow the machine to reach ambient conditions before checking.
Maintenance Practices to Preserve Alignment
After initial setup, maintaining alignment and levelness is an ongoing responsibility.
- Regular inspections: Check machine level every few months or after heavy use.
- Foundation monitoring: Look for settling or vibration damage.
- Lubrication and cleaning: Dirt or metal shavings can affect roller seating and balance.
- Roll wear measurement: Periodically check roll diameter uniformity using micrometers.
- Calibration checks: For CNC or hydraulic systems, verify sensor calibration regularly.
Preventive maintenance ensures that small deviations are corrected before they affect production quality.
The Role of Modern Technology in Alignment
Advancements in technology have simplified and improved plate rolling machine alignment.
- Laser leveling systems offer micron-level accuracy and faster setup.
- Digital inclinometers allow precise measurement of machine tilt angles.
- CNC calibration software automatically detects and compensates for slight roll misalignments.
- Vibration monitoring systems help detect base instability or structural imbalance early.
For high-precision or large-scale plate rolling applications, integrating these tools significantly enhances consistency and reduces downtime.
Conclusion
Aligning and leveling a plate rolling machine before operation is not just a one-time installation procedure—it is a foundational aspect of quality control. A well-leveled base ensures structural stability, while proper roll alignment guarantees accurate and repeatable results.
The process involves careful preparation, the use of precision measuring tools, systematic adjustment of leveling bolts and roll supports, and thorough testing with sample plates. Neglecting these steps can lead to defective products, increased wear, and costly repairs.
By investing time and care in proper setup, operators can maximize efficiency, extend machine life, and ensure the production of consistently high-quality rolled plates and cylinders. In the demanding field of metal forming, precision begins with a level and aligned foundation—and that foundation starts long before the first plate enters the rolls.








-
Phone
+86 131-4173-2687
-
Address
6 Jianghai Road,Libao Town, Haian. Jiangsu Province, China
-
Medla

Copyright o Nantong Tengzhong Machinery Manufacturing Co., Ltd. All Rights Reserved.
